FANUC A20B-1005-0190 | स्पिंडल ड्राइव कंट्रोल पीसीबी — एसी स्पिंडल एम्पलीफायर सिस्टम
भाग संख्या: A20B-1005-0190
निर्माता: FANUC Corporation (जापान)
उत्पाद प्रकार: स्पिंडल ड्राइव कंट्रोल पीसीबी
बोर्ड श्रृंखला: A20B-1005
यह बोर्ड क्या करता है
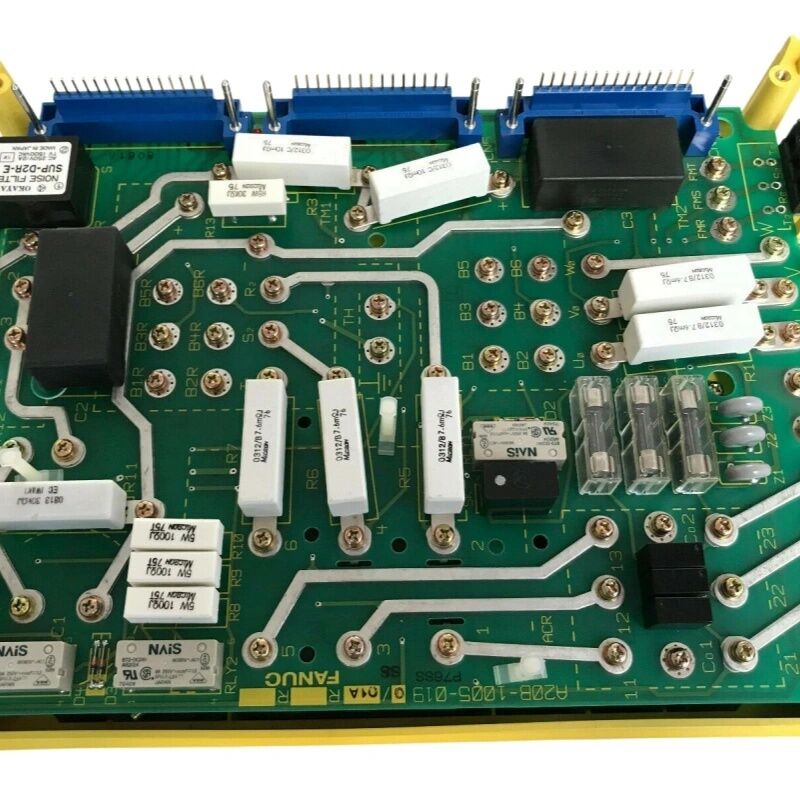
A20B-1005-0190 FANUC AC स्पिंडल ड्राइव के अंदर कंट्रोल बोर्ड है। यह CNC के स्पिंडल कमांड और वास्तविक मोटर आउटपुट के बीच स्थित लॉजिक को संभालता है — CNC से लक्ष्य RPM पढ़ना, इसकी तुलना वास्तविक गति फीडबैक से करना, PWM आउटपुट को समायोजित करना, और वास्तविक समय में करंट, तापमान और एनकोडर सिग्नल की निगरानी करना।
यह एक कंट्रोल-सेक्शन बोर्ड है, पावर-स्टेज बोर्ड नहीं। निदान के लिए यह अंतर महत्वपूर्ण है। पावर स्टेज में IGBT ट्रांजिस्टर होते हैं जो उच्च मोटर करंट को स्विच करते हैं। कंट्रोल बोर्ड वह इलेक्ट्रॉनिक्स है जो उन ट्रांजिस्टर को बताता है कि कब स्विच करना है। कई स्पिंडल फॉल्ट जो पावर-स्टेज समस्याओं की तरह दिखते हैं — त्वरण पर ओवरकरंट अलार्म, अनियमित गति — वास्तव में कंट्रोल इलेक्ट्रॉनिक्स में उत्पन्न होते हैं। कंट्रोल बोर्ड पर एक खराब गेट ड्राइवर IC पावर ट्रांजिस्टर को गलत टाइमिंग पल्स भेजता है, और परिणाम ट्रांजिस्टर फॉल्ट जैसा दिखता है। उन मामलों में कंट्रोल बोर्ड को बदलना पहला सही कदम है।
A20B-1005 श्रृंखला विशिष्ट FANUC AC स्पिंडल ड्राइव कॉन्फ़िगरेशन के लिए मिलान किए गए कंट्रोल बोर्ड को कवर करती है, जिसमें उन ड्राइव के लिए सही सिग्नल इंटरफ़ेस, सुरक्षा लॉजिक और संचार प्रोटोकॉल होता है।
प्रतिस्थापन के बाद
एक प्रतिस्थापन कंट्रोल बोर्ड फिट करते समय, ड्राइव पैरामीटर सत्यापित करें। कंट्रोल बोर्ड मोटर-विशिष्ट सेटिंग्स संग्रहीत करता है — रेटेड करंट, गति अंशांकन, अनुप्रयोग पैरामीटर। यदि पिछले बोर्ड में कस्टम सेटिंग्स थीं, तो स्पिंडल को उत्पादन में वापस लाने से पहले उन्हें रिकॉर्ड की गई पैरामीटर सूची से पुनर्स्थापित करें। इस कदम को छोड़ने के बाद प्रतिस्थापन के बाद की समस्याएं सबसे आम कारण हैं।
मुख्य विनिर्देश
| पैरामीटर |
मान |
| भाग संख्या |
A20B-1005-0190 |
| श्रृंखला |
A20B-1005 |
| प्रकार |
स्पिंडल ड्राइव कंट्रोल पीसीबी |
| ऑपरेटिंग तापमान |
0–55°C |
| भंडारण तापमान |
–20–60°C |
| आर्द्रता |
75% RH अधिकतम (गैर-संक्षेपण) |
| उत्पत्ति |
जापान |
अक्सर पूछे जाने वाले प्रश्न
Q1: स्पिंडल त्वरण पर ओवरकरंट अलार्म दिखाता है। पावर ट्रांजिस्टर ठीक परीक्षण करते हैं। क्या यह बोर्ड कारण हो सकता है?
हाँ। कंट्रोल बोर्ड पर एक खराब गेट ड्राइवर आउटपुट ट्रांजिस्टर को गलत तरीके से स्विच करने का कारण बनता है, जिससे एक करंट स्पाइक उत्पन्न होता है जो ओवरकरंट डिटेक्शन को ट्रिगर करता है — भले ही ट्रांजिस्टर स्वयं क्षतिग्रस्त न हों। पहले कंट्रोल बोर्ड को बदलें और लोड के तहत परीक्षण करने से पहले पैरामीटर सत्यापित करें।
Q2: कटाई के दौरान स्पिंडल की गति घटती-बढ़ती रहती है। मोटर और एनकोडर क्षतिग्रस्त नहीं दिखते। क्या जांचें?
एक बरकरार यांत्रिक प्रणाली के साथ गति का उतार-चढ़ाव कंट्रोल बोर्ड पर गति नियामक या फीडबैक प्रसंस्करण की ओर इशारा करता है। पहले बोर्ड के इनपुट पर साफ एनकोडर पल्स की पुष्टि करें। फिर गति नियामक लाभ पैरामीटर की समीक्षा करें। यदि दोनों सही हैं, तो बोर्ड की नियामक सर्किट्री में घटक खराब हो सकते हैं।
Q3: बोर्ड बदलने के बाद, स्पिंडल चलता है लेकिन ओरिएंटेशन पूरा नहीं होता है। क्यों?
ओरिएंटेशन एनकोडर Z-पल्स और ड्राइव में ओरिएंटेशन पैरामीटर पर निर्भर करता है। पुष्टि करें कि वे पैरामीटर मूल कॉन्फ़िगरेशन से स्थानांतरित किए गए थे। यदि पैरामीटर सही हैं, तो सत्यापित करें कि Z-सिग्नल प्रतिस्थापन बोर्ड के सही इनपुट टर्मिनल तक पहुंच रहा है।
Q4: ड्राइव अपना स्व-परीक्षण पास करता है लेकिन पहले CNC गति कमांड पर विफल हो जाता है। यह क्या दर्शाता है?
सामान्य स्व-परीक्षण लेकिन पहले CNC कमांड पर विफलता बताती है कि कंट्रोल बोर्ड पर संचार इंटरफ़ेस CNC से सीरियल कमांड की सही व्याख्या नहीं कर सकता है। पहले CNC और ड्राइव के बीच केबलिंग की पुष्टि करें। यदि केबलिंग अच्छी है, तो बोर्ड का संचार सर्किट ही दोष है।
Q5: निवारक स्पेयर के रूप में इस बोर्ड को कैसे संग्रहीत किया जाना चाहिए?
एंटी-स्टैटिक पैकेजिंग में स्थिर कमरे के तापमान पर, नमी से दूर स्टोर करें। स्टोर करने से पहले, स्थापित बोर्ड से पैरामीटर सेटिंग्स रिकॉर्ड करें — प्रलेखित पैरामीटर वाला एक स्पेयर, जब स्पेयर की अंततः आवश्यकता होती है तो रिकवरी समय को आधा कर देता है।

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!